Pumps / Centrifugal Pumps
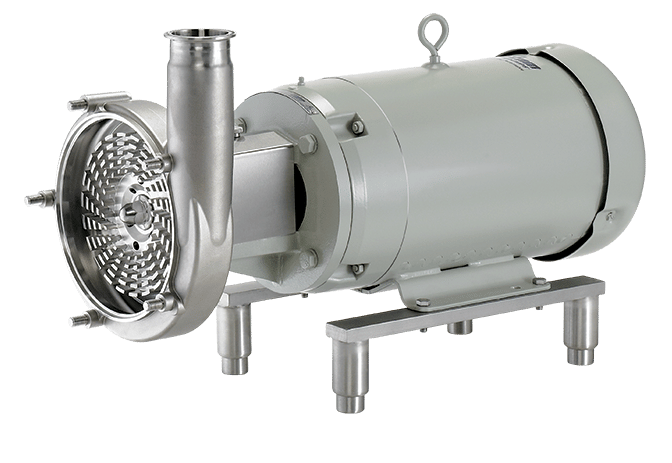
Self-Priming Pump
Sanitary liquid ring pump for handling products with entrained air such as cleaning solutions.

Self-Priming Liquid Ring Pump
Sanitary liquid ring pumps provide new capabilities for handling products with entrained air.
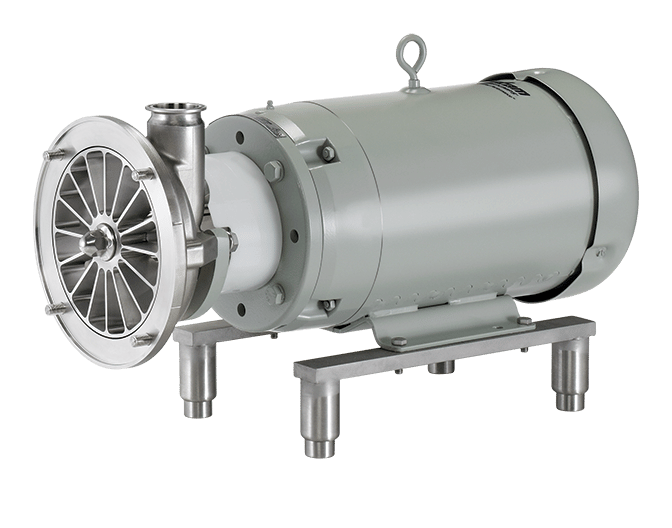
By using a specially designed impeller and housing, the pump maintains its prime when other pumps become air bound. This feature makes the pump more efficient for complete evacuation of tanks and lines during normal process or CIP.
It is ideal for the following applications:
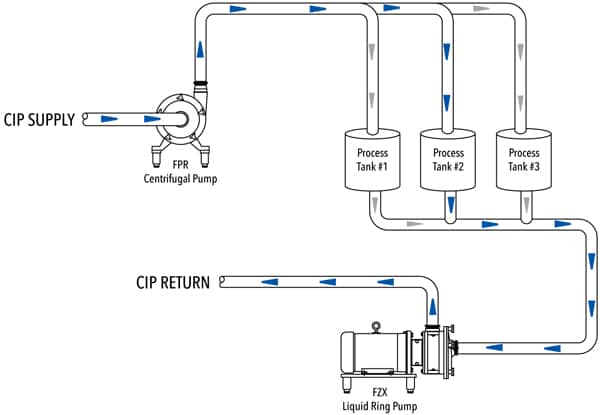
- CIP return
- Pumping aerated products
- Complete emptying of tanks (tanker unloading)
- Lifting products from drums and sumps
- Texturizing sour cream (replacing homogenizer valves)
- Pumping shear sensitive products (e.g., cream, liquid eggs, yeast, and sour cream)
- Less waste through efficient removal of product and CIP solution
- Shorter process and CIP time vs. standard centrifugal pumps
- Safer handling of chemicals compared to other CIP pumps
- Eliminates the need for an air eliminator
- Recommended maximum viscosity of 5,000 cps
- Flow rates up to 400 GPM
Meet your clean and aseptic
process specialist
Discover our custom-made solutions and modular sanitary equipment. We join forces with our expert partners to develop, design and integrate proven solutions.